
连铸切割的在线优化
(全国竞赛2021年D题)
连铸是将钢水变成钢坯的生产过程,具体流程如下(图 1):钢水连续地从中间包浇入结晶器,并按一定的速度从结晶器向下拉出,进入二冷段。钢水经过结晶器时,与结晶器表面接触的地方形成固态的坯壳。在二冷段,坯壳逐渐增厚并最终凝固形成钢坯。然后,按照一定的尺寸要求对钢坯进行切割。
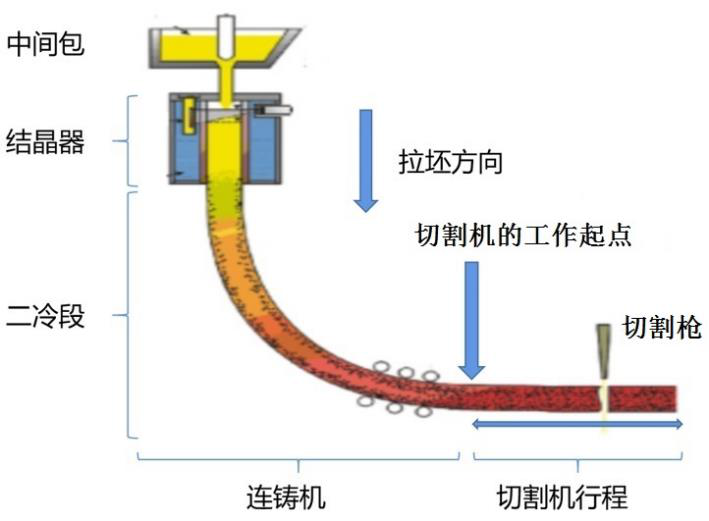
图 1 连铸工艺的示意图
在连铸停浇时,会产生尾坯,尾坯的长度与中间包中剩余的钢水量及其他因素有关。因此,尾坯的切割也是连铸切割的组成部分。
切割机在切割钢坯时,有一个固定的工作起点,钢坯的切割必须从工作起点开始。在切割过程中,切割机骑在钢坯上与钢坯同步移动,保证切割线与拉坯的方向垂直。在切割结束后,再返回到工作起点,等待下一次切割。
在切割方案中,优先考虑切割损失,要求切割损失尽量小,这里将切割损失定义为报废钢坯的长度;其次考虑用户要求,在相同的切割损失下,切割出的钢坯尽量满足用户的目标值。
在浇钢过程中,结晶器会出现异常。这时,位于结晶器内部的一段钢坯需要报废,称此段钢坯为报废段(图 2)。当结晶器出现异常时,切割工序会马上知道,以便立即调整切割方案。

图 2 钢坯出现报废段的示意图
切割后的钢坯在进入下道工序时不能含有报废段。当钢坯出现报废段时,先通过切割机切断附着有报废段的钢坯,然后通过离线的二次切割,使余下的钢坯2符合下道工序要求的长度;其他进入下道工序的钢坯也必须满足下道工序的长度要求。
现请你们团队建立数学模型或设计算法,解决以下问题:
问题 1 在满足基本要求和正常要求的条件下,依据尾坯长度制定出最优的切割方案。假定用户目标值为 9.5 米,目标范围为 9.0~10.0 米,对以下尾坯长度:109.0、93.4、80.9、72.0、62.7、52.5、44.9、42.7、31.6、22.7、14.5和 13.7(单位:米),按“尾坯长度、切割方案、切割损失”等内容列表给出具体的最优切割方案。
问题 2 在结晶器出现异常时,给出实时的最优切割方案:(1)在钢坯第 1次出现报废段时,给出此段钢坯的切割方案;(2)在出现新的报废段后(如图 2),给出新一段钢坯的切割方案和当前段钢坯切割的调整方案,或声明不作调整。
假设结晶器出现异常的时刻在 0.0、45.6、98.6、131.5、190.8、233.3、266.0、270.7 和 327.9(单位:分钟),用户目标值是 9.5 米,目标范围是 9.0~10.0米。在满足基本要求和正常要求的条件下,按“初始切割方案、调整后的切割方案、切割损失”等内容列表给出这些时刻具体的最优切割方案。
问题 3 假设实时最优切割方案和结晶器出现异常的时刻均与问题 2 相同,在满足基本要求和正常要求的条件下,对(1)用户目标值是 8.5 米,目标范围是 8.0~9.0 米,(2)用户目标值是 11.1 米,目标范围是 10.6~11.6 米两种情况分别按“初始切割方案、调整后的切割方案、切割损失”等内容给出具体的最优切割方案。
附录:参数与要求
工艺参数:切割机切断一块钢坯的时间为 3 分钟,切割后,返回到工作起点的时间为 1 分钟。从结晶器中心到切割机工作起点处钢坯的长度是 60.0 米,连铸拉坯的速度为 1.0 米/分钟。当结晶器出现异常时,报废段的长度是 0.8 米。
基本要求:切割后的钢坯长度必须在 4.8~12.6 米之间,否则无法运走,阻碍生产。下道工序能够接受的钢坯长度是 8.0~11.6 米,如果不在此范围内,可以将钢坯运走进行二次离线切割,但切割下的部分报废,从而产生损失。例如,12.6 米的钢坯切掉 1.0 米变成 11.6 米,切下来的 1.0 米报废;而小于 8.0 米的钢坯只能全部报废。
正常要求:正常切割是按照用户要求的长度进行切割。用户要求包含目标值和目标范围,钢坯的切割长度应尽量满足目标值,而在目标范围内的长度也是可以接受的。例如,目标值是 9.5 米,目标范围是 9.0~10.0 米,则切割长度尽量是 9.5 米,而在 9.0~10.0 米之间的长度是允许的。当钢坯长度不在目标范围内时,会产生损失。例如,钢坯长度是 11.6 米,多出来的 1.6 米报废。